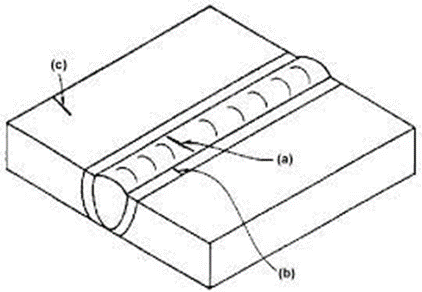
Defeitos típicos de soldagem

Os
defeitos da solda e os correlatos foram classificadas de várias maneiras.
A
classificação feita pela IIS/IIW em documento 340 – 60, completada pelo
documento 369 – 71, de onde, com a gentil permissão da mesma, foram retirados
os desenhos assinalados, é mais cara por isso serviu de guia para este
capitulo. A primeira parte da numeração segue a da IIS/IIW.
Os
defeitos da soldagem podem ser divididos nos seguintes grupos:
- Trincas;
- Cavidades;
- Inclusões
solidas;
- Falta de
fusão e de penetração;
- Imperfeições
de forma de junta;
- Deformações;
- Corrosão;
- Alterações
superficiais;
- Defeitos
mecânicos correlatos;
- Outros
defeitos.
Trincas
Trata-se do defeito mais perigoso com roturas localizadas de várias
formas e dimensões que podem ser subdivididas em:
Microfissuras
Diz-se
microfissuras quando se trata de dimensões microscópicas.
Trincas longitudinais
Estas
por sua vez podem ser subdivididas como mostra o desenho.

As trincas localizadas no centro são geralmente
trincas a quente, provocadas pela segregação de carbono e enxofre que provocam solidificação
em temperaturas mais baixas – deve se usar eléctrodos básicos para evitar este
defeito.
Trincas localizadas na ZTA (zona termicamente afetada) são trincas
de têmpera devido a um resfriamento rápido demais – deve-se pré-aquecer e manter
a temperatura recomendada nos interpasses.
Trincas no material base são provocadas
por envelhecimento deste material, quando aquecido depois de encruado – deve-se normalizar o material antes da
soldagem.
Trincas transversais
Estas trincas são provocadas por contrações
restringidas, e podem ser subdivididas como mostra a figura abaixo.
Trincas radiantes
São trincas
irradianas de um ponto comum, e quando pequenas são chamadas de trincas
estelares.

Geralmente
estas trincas partem de um único ponto e vão convergindo em todas as direções
partindo de um ponto comum até a um raio determinado.
Trincas de cratera
Estas trincas
são provocadas por contrações na cratera.

Tricas sem
orientação
Estas trincas
podem surgir devido a muitas porosidades miúdas provocadas por hidrogênio – deve-se
usar eléctrodo bem seco e de baixo teor de hidrogênio para evitar este defeito.
Trincas ramificadas
Distinguem-se
das trincas radiantes por originar-se de uma fissura e no de um ponto.

Cavidades
As cavidades
no processo de soldagem podem ser subdivididas em:
- Bolha – cavidade formada por gás preso no metal fundido;
- Poro – cavidade pequena de forma esférica;
- Porosidade uniforme – distribuição
por igual dos poros.

As principais
causas das cavidades são:
Eléctrodo
deteriorado
- Conservar de maneira apropriada no
almoxarifado e em uso. Não secar em temperatura excessiva;
- Não
molhar o eléctrodo durante a soldagem ao aberto;
Parâmetros de soldagem errados
- Polaridade
trocada, velocidade excessiva, altura do arco excessiva, sopro do arco.
- Material
base com excesso e enxofre ou fosforo, muito enferrujado ou sujo.
. Verificar e substituir ou limpar
. Eléctrodo errado – substituir por outro tipo
. Chapa galvanizada, inverter a polaridade.
Grupo de porosidade. Distribuição localizada

O grupo
de porosidade no início do cordão é provocado por eléctrodo úmido ou com
revestimentos danificados na ponta – secar o eléctrodo, usando-o somente em bom
estado.
Porosidade agrupada irregularmente –
verificar os seguintes fatores:
- A
corrente elétrica, manchas de tinta, óleo ou sujeira.
- Utilização
de eléctrodo diferente para o ponteamento;
- Observar a influência de trabalho de máquinas
vizinhas na energia disponível para máquina de soldar
- Amperagem
excessiva no fim do cordão ao ponto de deteriorar o revestimento;
Porosidade alinhada
Cavidade
alongada, não esférica, com a dimensão maior paralela ao eixo do cordão.

Porosidade vermiforme
Cavidade
parecida com um verme.
É provocada pelo desprendimento de gazes em
bolhas ligadas uma a outra, em demanda a superfície do cordão da solda.
Porosidade superficial
É uma
porosidade que atinge a superfície do cordão da solda.
Inclusões solidas. Substancias estranhas dentro do material fundido
Inclusões de escória. Escória presa
no metal fundido
Geralmente
é o resultado da remoção insuficiente da escória do passe interior – remover melhor.

Escória
presa em juntas estreitas ou nos cantos de passes muito convexos – deve-se inclinar
mais o eléctrodo, aumentar a amperagem e reduzir a convexidade.
Inclusões
de fluxo. Fluxo preso no material fundido
Baixar
a voltagem ou amperagem e efetuar o alinhamento da poça de fusão.
Inclusões de óxido
Inclusões de carepas
Na soldagem
de alumínio, as pétalas onduladas de oxido de alumínio da superfície não fundida
ficam presas no meio do metal fundido. Este defeito denomina-se franzimento.
Inclusões metálicas
É equivalente
a gotas frias conhecidas em metalurgia.
Falta de fusão e de penetração
Fusão incompleta
A fusão
incompleta origina a falta de união entre o metal depositado e o metal base.

A falta
de fusão na parede lateral da junta ou entre passes pode ser provocada pela
amperagem demasiadamente baixa, pelo eléctrodo fino usado para soldagem de
material grosso ou pelo posicionamento errado do eléctrodo.
Quando
ocorre na raiz, o eléctrodo usado é de diâmetro excessivo, não permitindo a introdução
até ao fundo da junta ou é mantido um arco longo demais.
Penetração incompleta
A fresta
é pequena demais e/ou a raiz é muito grande não se adequando ao diâmetro e ao
tipo de eléctrodo utilizado.

Nos eléctrodos
de alta penetração, o diâmetro do eléctrodo é pequeno em ralação a espessura da
chapa a soldar.